V2-10 Speeds and Feeds
- Erica Santos (Unlicensed)
- Q Rothing
- Kerry Neal (Unlicensed)
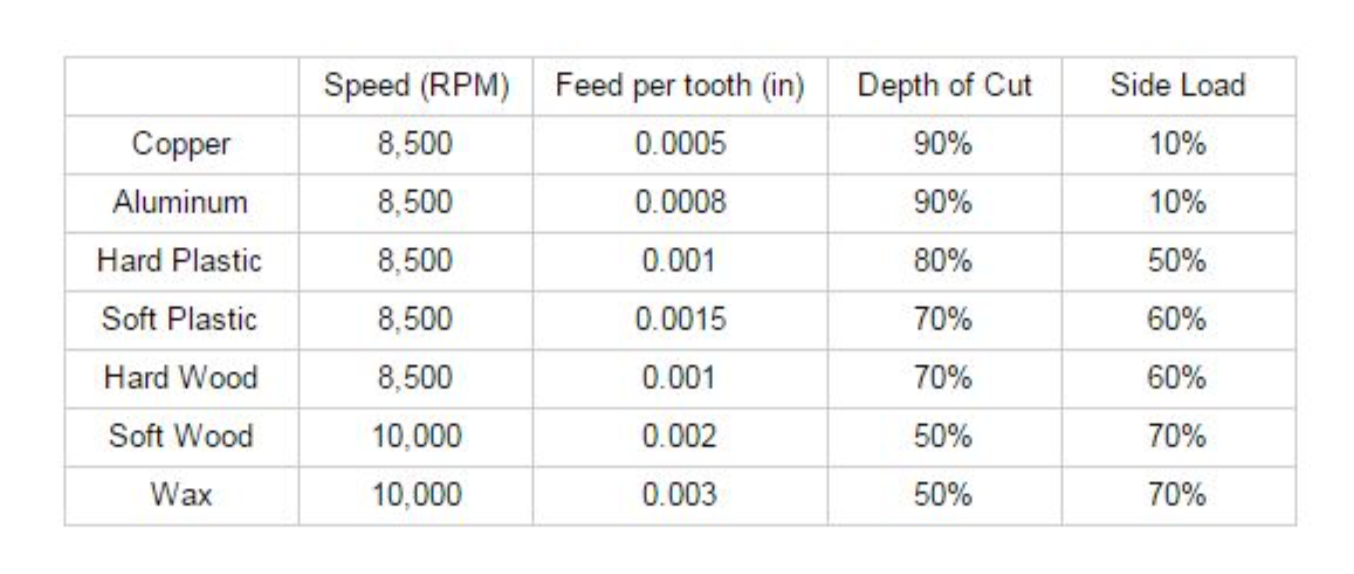
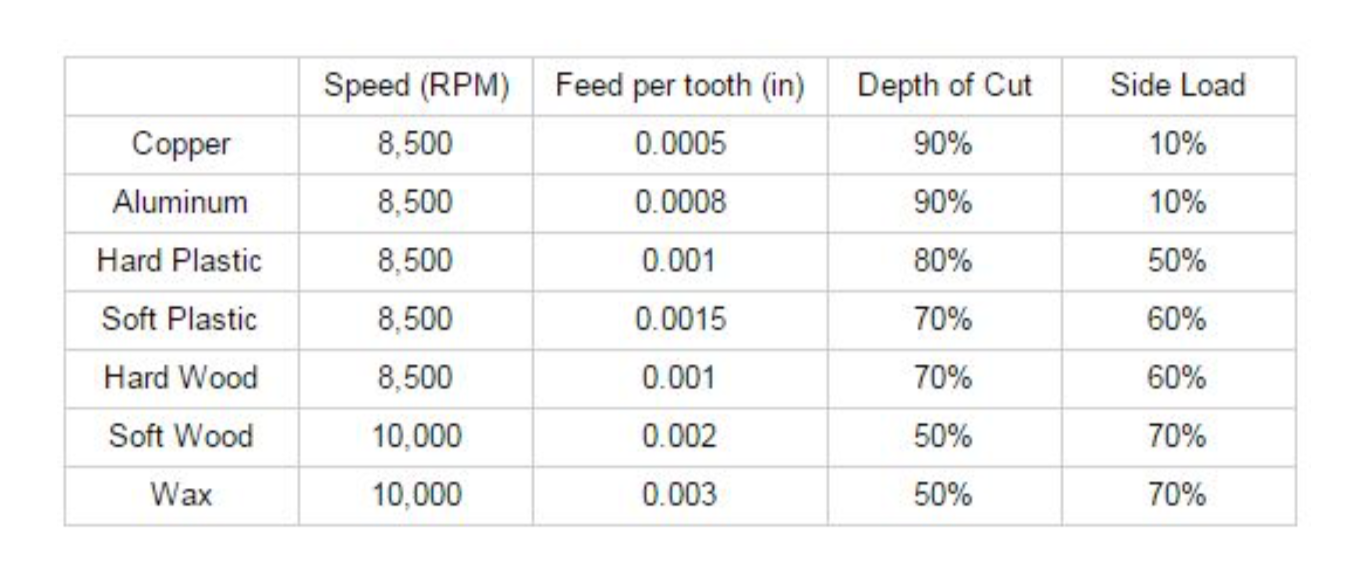
There is a lot to learn when it comes to speeds (spindle RPM) and feeds (cutting feedrate). To simplify things and give you a good place to start, we have created a really basic speeds and feeds chart for the Pocket NC V2. See the chart below* or download it from the bottom of the page and then continue reading to learn how to calculate your speeds and feeds. Note this chart was created with 1/8” single flute tooling in mind.

Speed
To calculate your starting speeds and feeds, begin by finding the speed (RPM) recommended for the material you plan to cut. For this example we will use Aluminum, so the RPM we will be working with is 8,500.
Feed
Next, we need to determine our feed (cutting feedrate), or how fast we will be moving the cutting tool through the material. Typically, feedrate is noted in inches per minute (in/min) or millimeters per minute (mm/min). The formula and components needed to calculate feedrate are:
feed per tooth (a.k.a chip load) x # of teeth (flutes) x RPM = Feedrate
Feed per tooth, sometimes known a chip load is the amount of material each tooth on the tool will cut every time it makes contact with the material as the tool turns. This is usually pretty small number.
# of teeth, or the number of flutes on some cutters, is just that, the number of cutting edges on a tool. This will always be a whole number, often 1, 2, 3 or 4 for most endmills.
RPM (revolutions per minute), or speed of the spindle, is often determined by the material being cut like mentioned above.
So, if we want to cut aluminum with a 2-flute endmill, our feedrate formula (in inches) will look like this:
.0008(feed/tooth) x 2(# of teeth) x 8500(RPM) = 13.6 in/min (cutting feedrate)
Cut Size
Now that we have determined that the recommended starting speed and feed for cutting aluminum with a 2-flute endmill is 8500 RPM and 13.6 in/min., there are just two more values we need to figure out. These values, commonly known as "width of cut" and "depth of cut" are not always included when referencing speeds and feeds but they both have a large impact on whether the speed and feed you are using will work well or not.
"Depth of cut" is how deep the tool cuts on each pass. On most mills, this is usually in reference to the amount the Z axis moves before starting to cut laterally.
"Width of cut", some times referred to as side load or stepover, is how much the tool moves over for each pass. On most mills, this is usually controlled by how much the X and/or Y axis is moved.
In the chart above, the suggested starting depth of cut and side load (width of cut) are represented as percentages of the cutter diameter. So, if we were using an 1/8" diameter endmill to cut aluminum, we would calculate depth of cut and side load as follows:
.125 (cutter diameter) x .9 (90% as decimal) = .1125 (depth of cut)
AND
.125 (cutter diameter) x .1 (10% as decimal) = .0125 (width of cut/side load)
Final Starting Values
In conclusion, if you wanted to cut aluminum with an 1/8", 2-flute endmill using a Pocket NC V2 machine, the recommended starting speeds and feeds would be:
Spindle Speed: 8500
Feedrate: 13.6 in/min
Depth of cut: .1125 inches
Side load: .0125 inches
As eluded to several times above, these values are simply a starting point and will likely need to be adjusted to optimize production or meet specific requirements.
To learn more about speeds and feeds and why they are calculated the way they are watch this video.
For a more specific speeds and feeds chart, check out Harvey Tools' General Machining Guidelines.
*While these speeds will likely work on a V2-50, they are more suited for a V2-10. To achieve the best results on a V2-50, use the Harvey Tool chart above. You can also reference Proven Cut which has posted several recipes for aluminum, delrin and PEEK on the Pocket NC V2-50.
{kind=link}
{kind=link}